Gas Tungsten Arc Welding (GTAW)

Pada artikel kali ini kita akan membahas tentang jenis pengelasan yang sudah cukup umum digunakan dalam penyambungan logam, yaitu GTAW (Gas Tungsten Arc Welding). Pengelasan ini berbeda dengan dengan jenis SMAW dimana jika SMAW menggunakan elektroda yang dijepit pada holder kemudian elektroda itu lah yang di tempelkan di benda kerja, jika GTAW elektrodanya terpisah dari holder pengelasan. Pada arikel ini kita akan coba memahami tentang las GTAW mulai dari definisi, cara kerja, kelebihan dan juga kekurangan dari pengelasan GMAW. Berikut ini adalah penjelasannya.
Apa Yang Dimaksud Dengan Pengelasan?
Pengelasan adalah proses panas tinggi yang melelehkan bahan dasar yang berupa elektroda. Hal ini juga menjasi faktor pembeda utama dengan proses penyolderan dan brazing dimana hanya bahan pengisi saja yang meleleh dan tidak terjadi peleburan antar bahan induk aau material uama. Proses pengelasan bekerja dengan menyatukan dua benda kerja atau lebih pada suhu yang tinggi. Panas tersebut menyebabkan melelehnya elektroda dan akan menutup permukaan yang akan disambung, setelah mengalami pendinginan, mengeras menjadi satu bagian, membentuk las – lasan bahkan lasan ini bisa lebih kuat dari logam induknya.
Apa Yang Dimaksud dengan GTAW (Gas Tungsten Arc Welding)?

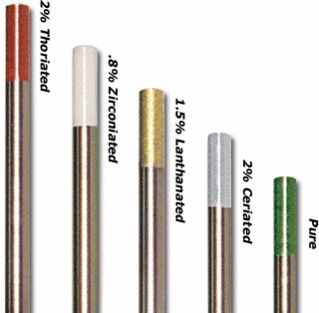
GTAW adalah Gas Tungsten Arc Welding (GTAW) atau yang biasa disebut TIG (Tungsten Inert Gas). Tipe ini menggunakan elektroda tungsten dalam proses pengelasannya. Tidak seperti pengelasan SMAW, pada pengelasan ini membutuhkan gas pelindung tambahan dan biasanya menggunakan gas argon sebagai pelindung gas. Karena sifat tungsten yang dapat bertahan dalam suhu yang sangat tinggi, sehingga tungsten tidak akan meleleh dan habis selama proses pengelasan. Tidak seperti elektroda pada pengelasan SMAW dan GTAW yang akan meleleh dan habis selama proses pengelasan. Metode ini sangat cocok digunakan atau di aplikasikan pada media las yang terlihat dan material yang memiliki ketebalan yang tipis. Biasa nya jenis pengelasan ini banyak dijumpai pada dunia otomotif dan pembuatan kapal serta pesawat.
Bagaimana Prinsip Kerja Dari Pengelasan GTAW?
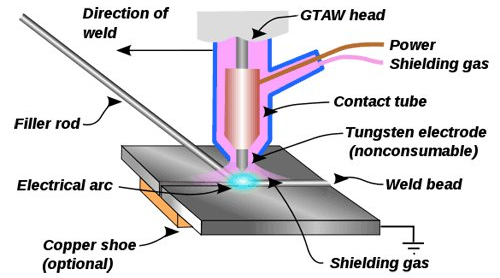
Berikut ini adalah prinsip kerja dari pengelasan GTAW:

Apa Saja Peralatan Yang Digunakan Pada Pengelasan GTAW / TIG?




Apa Kelebihan Dan Kekurangan Pengelasan GTAW / TIG?
Berikut ini adalah kelebihan dan kekurangan dari pada pengelasan jenis GTAW atau TIG:
| No | Kelebihan | Kekurangan |
| 1 | Kualitas sambungan yang lebih baik | Pelindung gas yang digunakan pada pengelasan GTAW akan sulit dikendalikan apabila terdapat medan magnet |
| 2 | Dapat mengelas pada material yang tipis | Pengelasan akan sulit dilakukan apabila kondisi berangin karena shielding gas yang digunakan bisa terkena angin dan terbang |
| 3 | Bisa digunakan tanpa atau dengan filler | Akan lebih mahal jika digunakan untuk mengelas bahan dasar dengan ketebalan dibawah 10 mm |
| 4 | Tidak adanya percikan api yang berlebih dan asap | Lebih sensitif atau memiliki toleransi yang rendah terhadap kontaminan aktif dari bahan pengisi ataupun dari logam dasar yang digunakan dalam pengelasan. |
| 5 | Lebih fleksibel karena dapat menggunakan logam pengisi ataupun tanpa logam pengisi | Peralatan yang digunakan lebih mahal |
| 6 | Hampir semua jenis logam dapat dilas menggunakan las GTAW | Proses nya lambat, sehingga mengurangi produktivitas |
| 7 | Memungkinkan pengelasan di semua posisi | Kesalahan kecil dalam kecepatan gerak, keluaran arus listrik atau persiapan tungsten dapat menurunkan kualitas las – lasan secara signifikan. |